PISONICS· 西安派声
PS7100 系列
光谱法浓度 / 密度计
UV-Vis-NIR 多通道全光谱 + MLR 多组分智能建模
石油炼化 / 在线油品调和 行业应用案例
—— 辛烷值 RON + MTBE + 乙醇 + 芳烃多组分实时调和优化 ——
替代离线辛烷机 · 卡边调和 · 年增收数千万 · 防爆型
【关键测量参数:辛烷值 RON + MTBE + 乙醇 + 芳烃 + 烯烃】
石油炼化 / 在线油品调和 · PS7100 多组分光谱在线分析方案
一、工艺背景
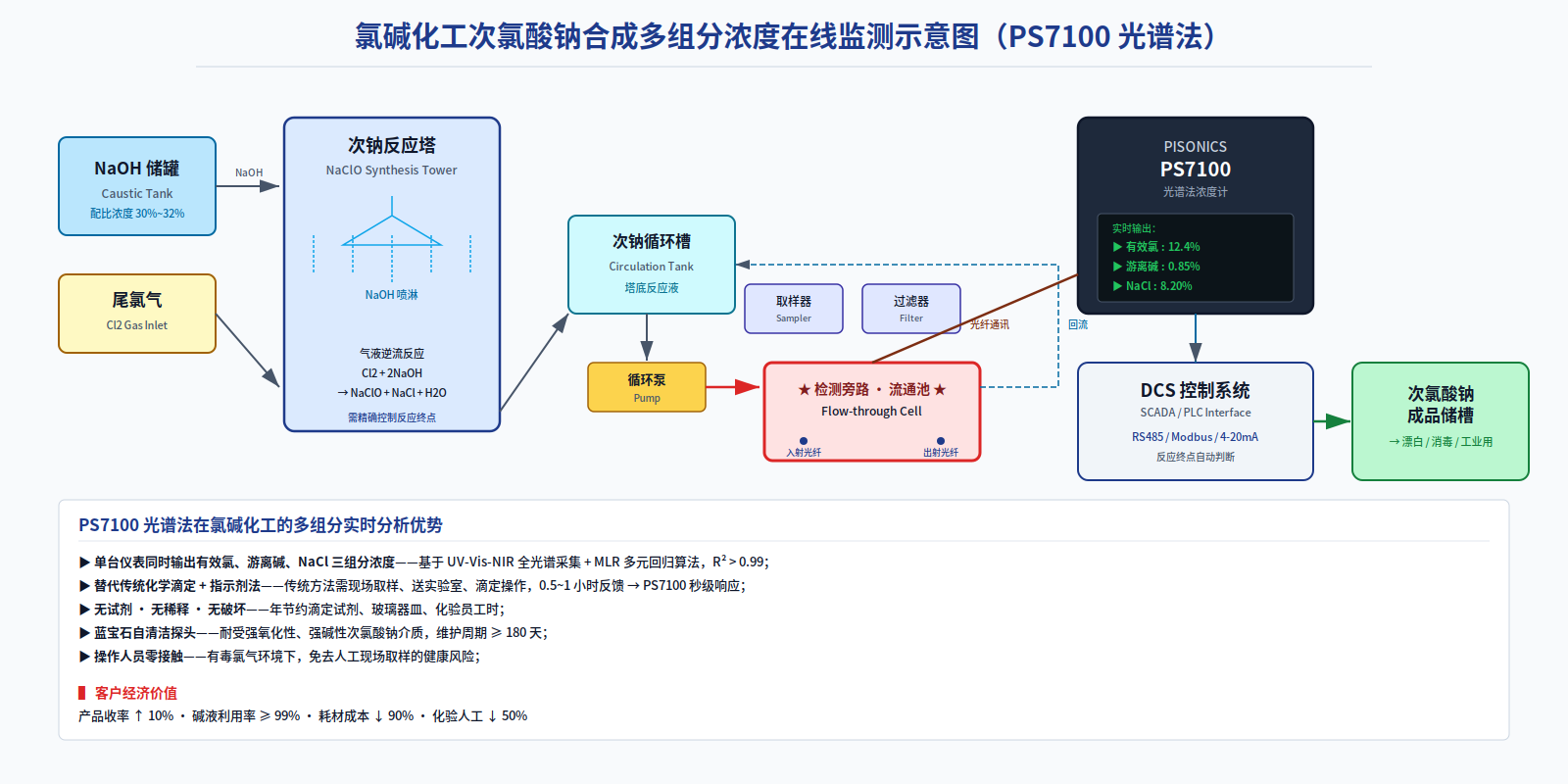
油品调和是炼油厂将各种半成品组分(催化裂化汽油 FCC、重整汽油、烷基化油、MTBE、乙醇等)按一定比例配制成符合国家标准(国 VI A/B、国 VI 升级版)的成品汽油(92#、95#、98#)的关键工序。每一种调和组分都有独特的辛烷值(RON)、烯烃含量、芳烃含量、含氧物含量与挥发性特性,调和方案的优劣直接决定成品油的质量合规性、利润率与高辛烷值组分(如 MTBE、烷基化油,单价显著高于普通组分)的占用比例。
现代化炼厂普遍采用"在线调和(In-line Blending)"技术——多路组分油经流量计精确计量后由静态混合器混合,旁路在线分析仪秒级输出成品油关键质量指标,反馈给调和控制系统(BPC, Blend Property Controller)实现闭环优化。"卡边调和(Give-away Control)"——即让产品质量指标恰好卡在标准下限,最大限度减少高价值组分用量——是炼厂降本增效的核心策略,对在线分析的实时性与准确性提出极高要求。
二、传统分析方案的痛点
• 传统离线辛烷机(CFR Engine)分析周期 2~4 小时,调和过程只能"事后纠偏",无法实时调整阀位;
• 辛烷值占用过多——为保险起见,调和方案普遍超出标准 0.5~1.5 单位的"安全余量",对应百万吨级炼厂每年损失数千万元利润;
• 调和异常发现滞后——若某路组分油性质波动导致成品超标,可能数百吨成品已下线,重调成本高昂;
• 炼厂油品调和站属于易燃易爆 1 区(IIC T6 Gb),仪表必须满足严格的防爆与本安要求。
三、PS7100 解决方案
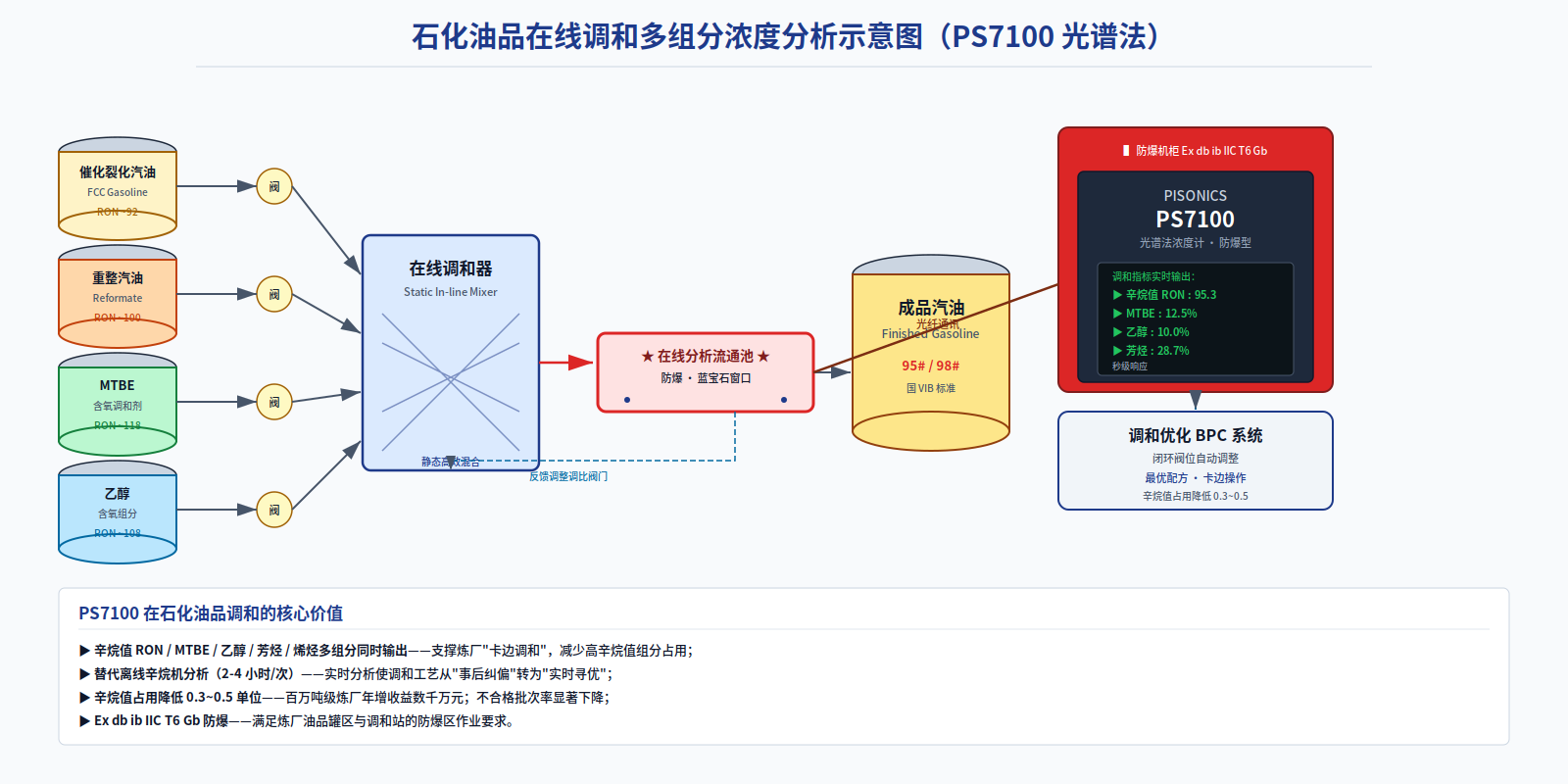
PS7100 防爆型号(Ex db ib IIC T6 Gb)配置于调和站防爆机柜内,部署在静态混合器下游的旁路流通池上,通过 UV-Vis-NIR 全光谱采集与 MLR 多元建模,单次测量同步输出成品汽油的辛烷值 RON、MTBE 含量、乙醇含量、芳烃含量、烯烃含量等多个关键指标,秒级反馈至 BPC 调和优化系统,自动调节各路组分阀位。

图 1 石化油品在线调和多组分浓度分析方案
PS7100 在石油炼化 / 在线油品调和的核心技术价值 ▶ 辛烷值 RON + MTBE + 乙醇 + 芳烃 + 烯烃多组分秒级同步输出——支撑炼厂"卡边调和"减少高辛烷值组分占用; ▶ 替代离线辛烷机(CFR Engine)的 2~4 小时分析周期——实时分析使调和工艺从"事后纠偏"转为"实时寻优"; ▶ 辛烷值占用降低 0.3~0.5 单位——对应百万吨级炼厂每年增收数千万元,不合格批次率显著下降; ▶ Ex db ib IIC T6 Gb 防爆型——满足炼厂油品罐区与调和站的 1 区防爆作业要求; ▶ 蓝宝石自清洁探头——耐受汽油重组分长期冲刷不结垢,维护周期 ≥ 180 天; ▶ RS485 / Modbus / MQTT 接入炼厂 BPC + DCS,与组分流量、密度、温度联动实现全自动调和。 |
四、客户价值
对比维度 | 原离线辛烷机方案 | PS7100 在线方案 |
响应时间 | 2~4 小时滞后 | 秒级实时 |
调和策略 | 事后纠偏 · 安全余量大 | 卡边调和 · 实时寻优 |
辛烷值占用 | 基线(高 0.5~1.5 单位) | 降低 0.3~0.5 单位 |
不合格批次率 | 基线 | 显著下降 |
年增收益 | 基线 | 百万吨级炼厂数千万元 |
防爆能力 | 需远程取样到化验室 | Ex db ib IIC T6 Gb 本地 |
多组分能力 | 辛烷机仅出辛烷值 | RON + MTBE + 乙醇 + 芳烃 |
在国内某大型炼化一体化项目(年加工能力 1500 万吨原油)的国 VI 汽油调和站,PS7100 防爆型替代原"取样 → 化验室离线辛烷机"方案,部署于静态混合器下游主管线。投运一年统计:成品汽油 RON 占用平均降低 0.42 单位,年节约高辛烷值组分(MTBE + 烷基化油)约 1.8 万吨,对应增收约 4500 万元;不合格批次率从 1.8% 降至 0.3% 以下。该方案已成为该集团旗下其他炼厂调和站的标配,并扩展应用至柴油调和、航煤调和、润滑油基础油调和等多个石化场景。
结语
西安派声(PISONICS)基于 PS70 系列四种超声 / 光学测量原理(声阻抗 / 声衰减 / 声速法 / 光谱法),构建了从含固两相浆体(PS7000)→ 清洁均匀液体(PS7020)→ 多组分复杂介质(PS7100)的全工况、全精度过程分析仪表组合。其中 PS7100 光谱法浓度 / 密度计,以 UV-Vis-NIR 全波段 LED 阵列 + 多通道检测器 + MLR 智能建模算法,独家提供"单台仪表同时定量多个化学组分浓度"的能力——这是声阻抗法与声速法都无法实现的。
针对石油炼化 / 在线油品调和行业的工艺特点,PS7100 系列光谱法浓度 / 密度计提供从光学探头选型(接液材质、光程长度、防爆等级)、流通池设计(卡箍 / 法兰 / PFA 内衬)、MLR 建模标定到 DCS / MES / LIMS 系统集成的全周期技术支持。如需深入探讨贵司项目的具体工况、定制 MLR 标定模型或获取现场调试服务,欢迎随时联系西安派声技术工程师团队。