一、工艺背景
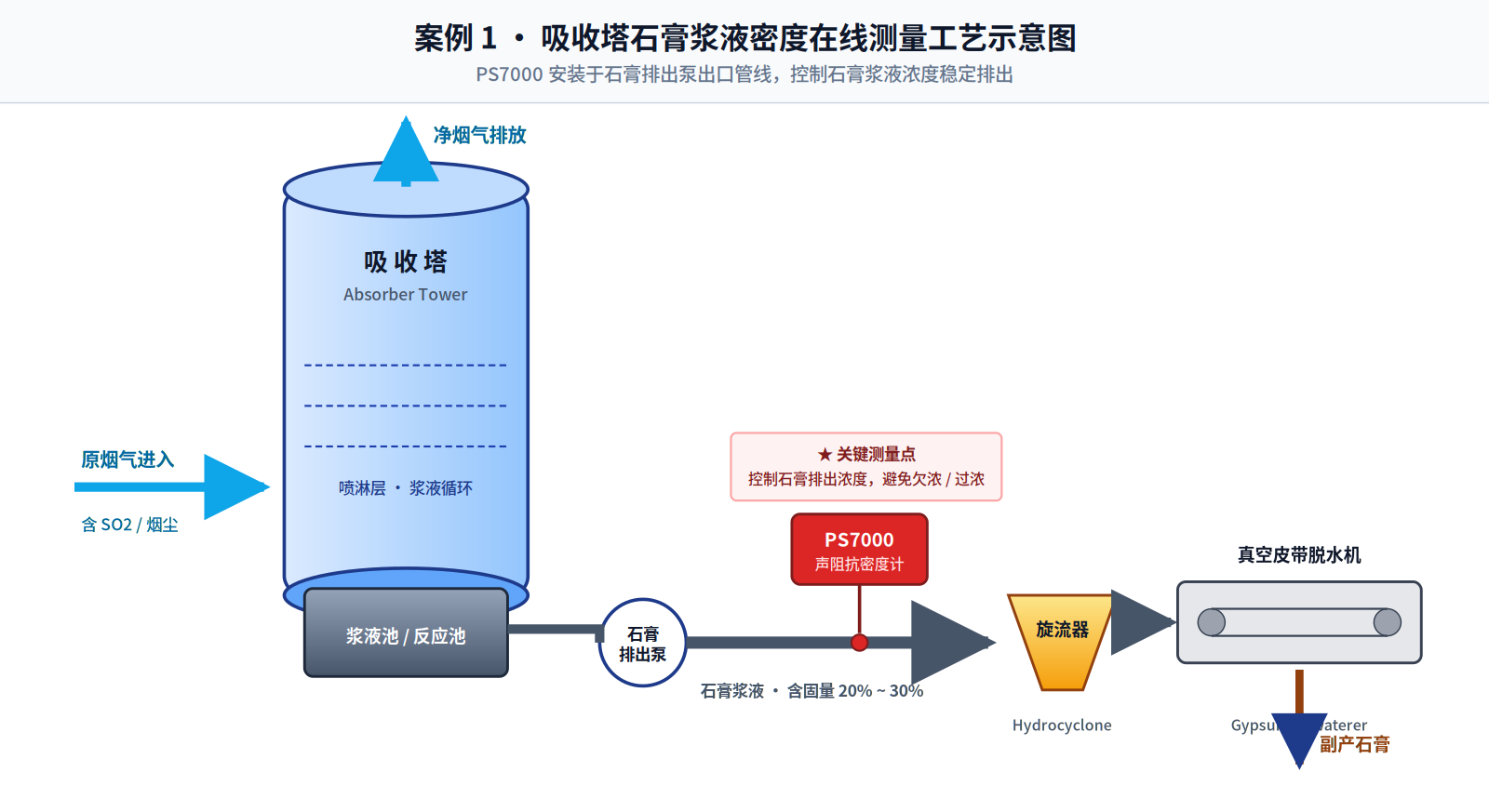
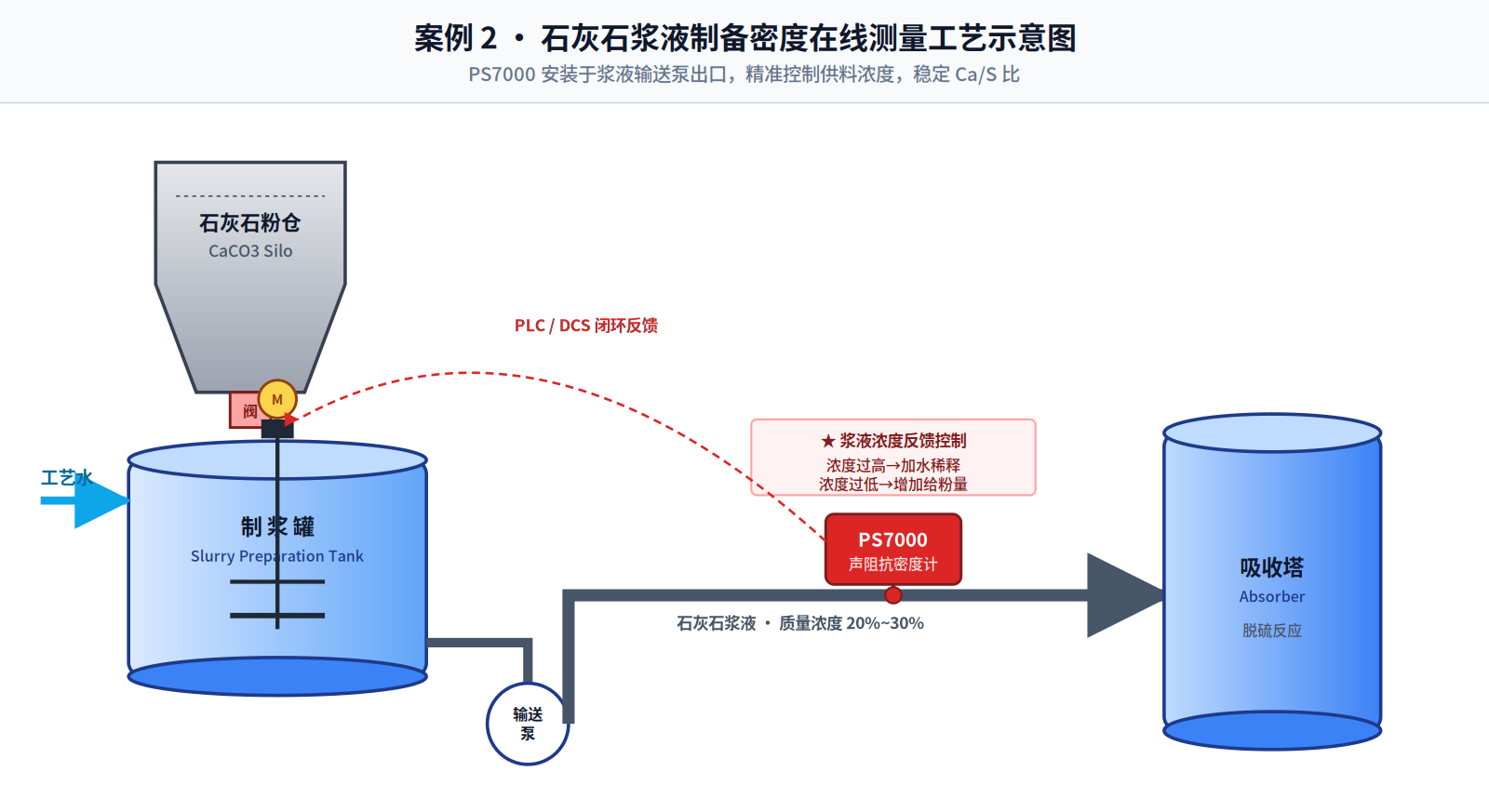
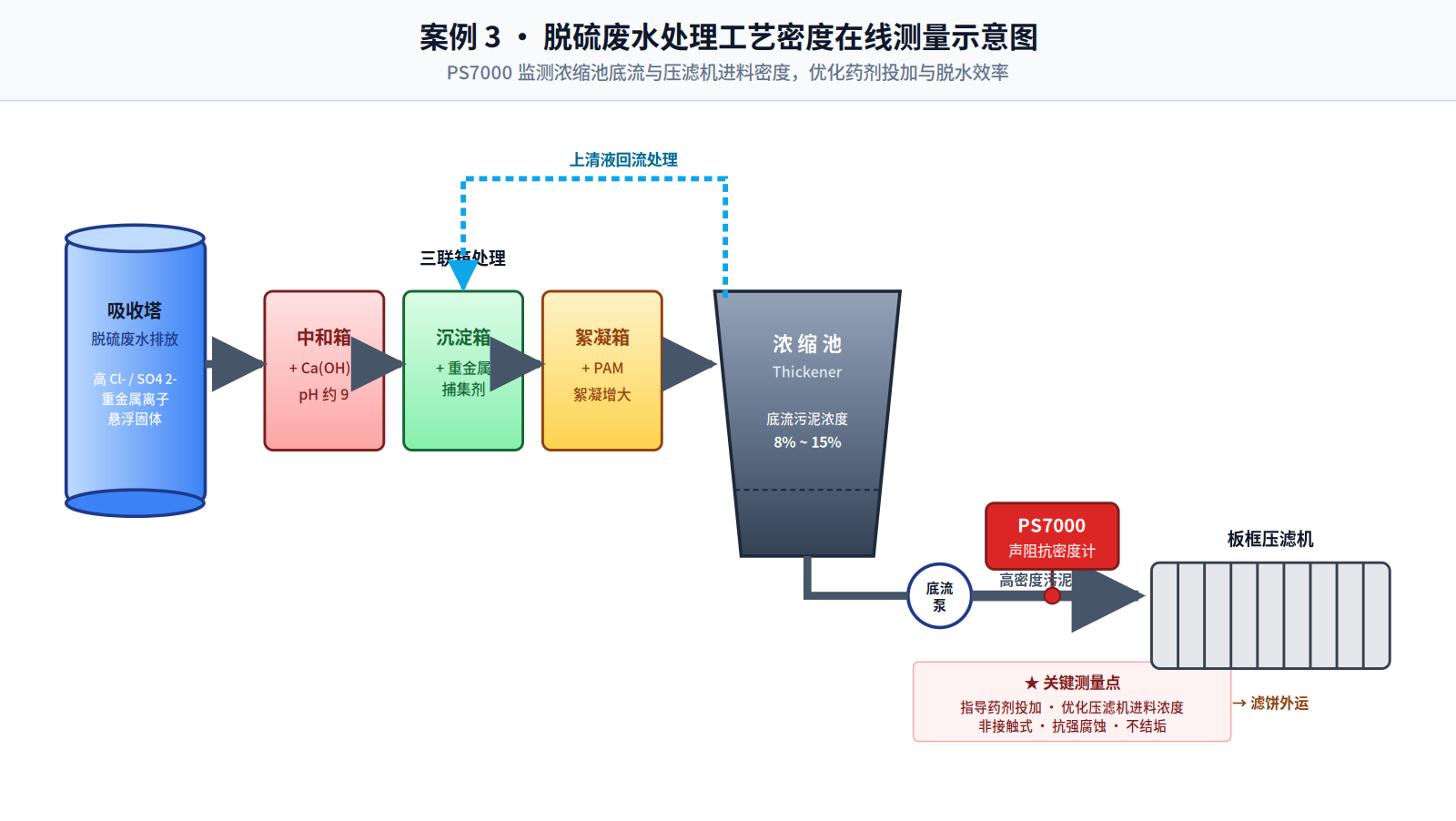
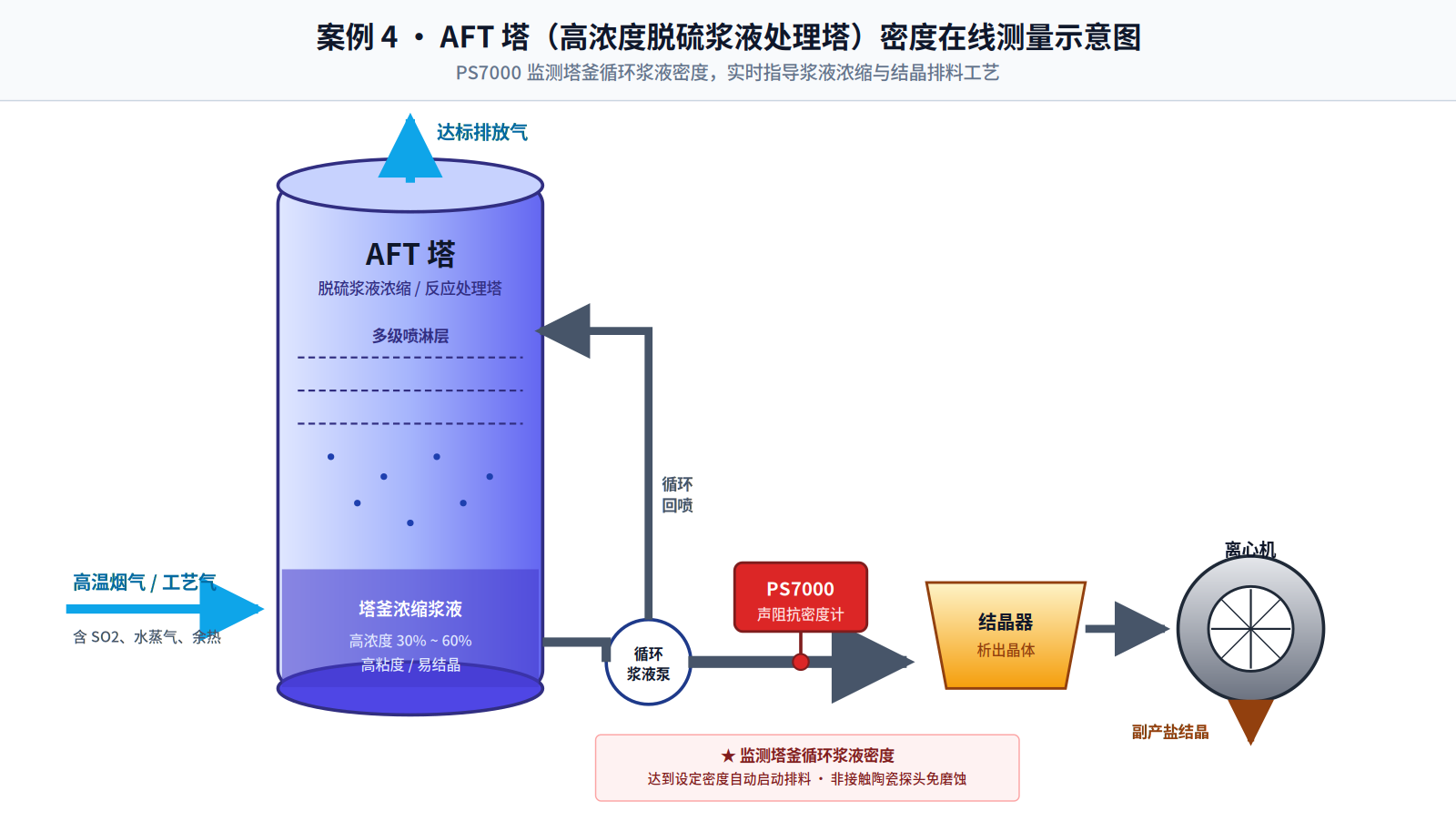
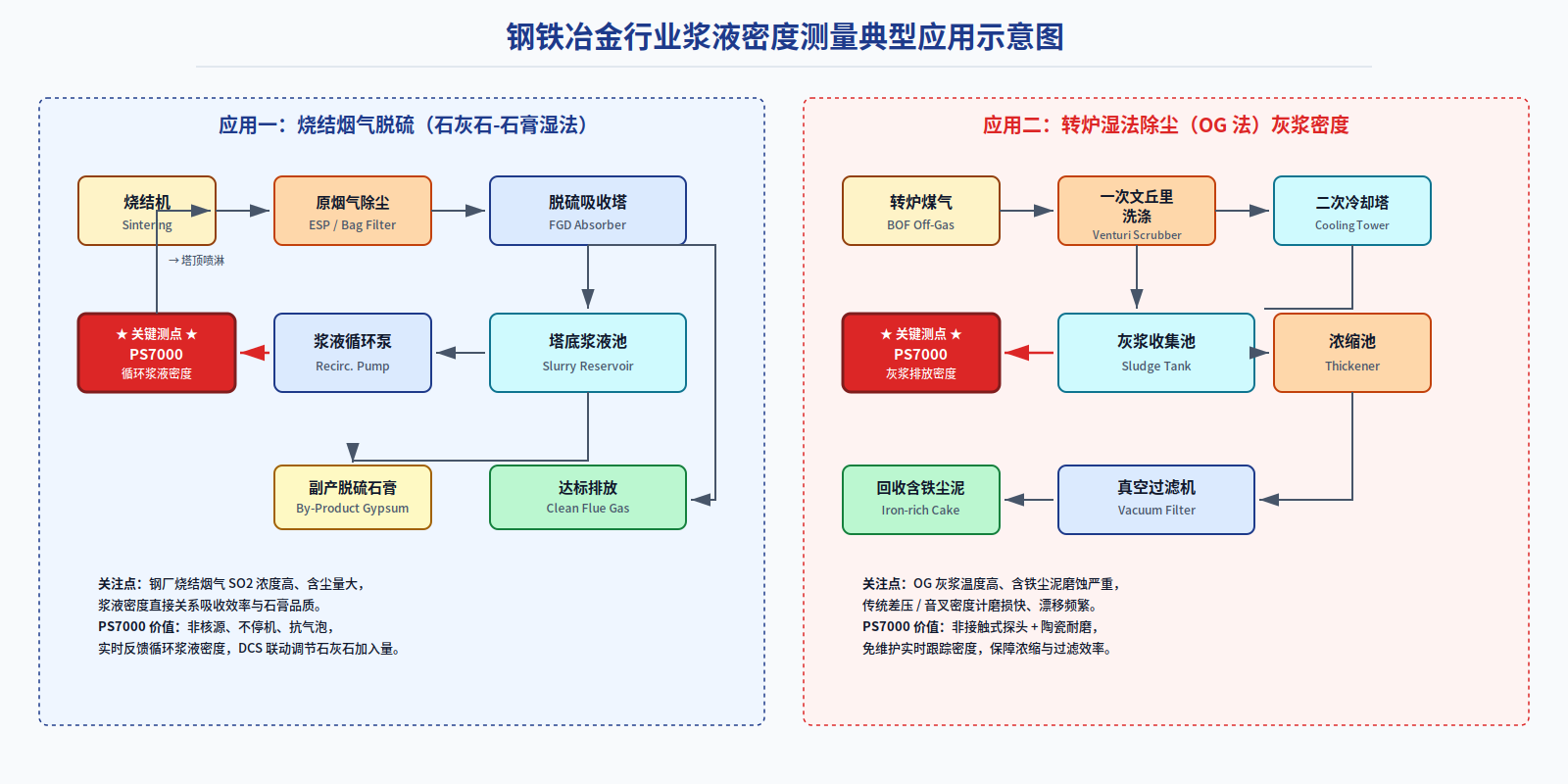
钢铁行业是大气污染防治的重点领域。其湿法浆体处理主要集中于两大场景:其一是烧结烟气脱硫(多采用石灰石-石膏湿法或半干法工艺,与电厂 FGD 原理相似但工况更为苛刻——烧结烟气含尘量高、SO2 浓度大、温度波动剧烈),其二是转炉煤气湿法除尘(主流为 OG 法),通过文丘里洗涤、二次冷却塔将含铁尘泥洗下进入灰浆池,经浓缩、过滤后回收为含铁原料返回烧结配料。两个工段的浆液密度都是工艺核心控制参数:脱硫塔循环浆液密度决定脱硫效率与副产石膏品质,OG 灰浆密度决定浓缩与过滤效率以及含铁回收率。
与电厂相比,钢厂工况的特殊性在于:浆液中常常混有大量铁系尘泥(含铁量可达 50% 以上),磨蚀性极强;OG 工艺的灰浆温度长期处于 80 ~ 90℃ 高位;现场粉尘大、振动强、电磁干扰复杂——这些因素综合作用,使得传统密度测量方案的可靠性面临严峻挑战。
二、传统密度测量方案的痛点
• 烧结脱硫塔循环浆液:传统差压式密度计因烟气夹带粉尘、塔内强氧化气泡,膜片堵塞与漂移频繁,每月需多次停机维护;
• OG 灰浆:含铁尘泥磨蚀性是石膏浆液的数倍,普通差压、音叉、转子式密度计寿命通常不足 6 个月,磨损穿孔甚至引发泄漏事故;
• 高温(80~90℃)+ 强酸性(pH 2~3)的复合工况,对仪表的耐温、耐腐蚀提出极高要求;
• 钢铁集团多已纳入"减核"战略规划,γ 射线密度计正在批量退役、寻求非核源替代。
三、PS7000 解决方案
PS7000 通过在两个典型工段分别部署实现钢铁行业全工况覆盖:烧结脱硫工段——在浆液循环泵出口主管道法兰直插安装;转炉除尘 OG 工段——在灰浆池排放管或浓缩池进料管法兰直插安装。仪表使用 316L + 陶瓷探头标配(OG 工段可升级 2205 双相钢),耐高温(≤ 150℃)、耐磨蚀、耐腐蚀,全部非接触测量。
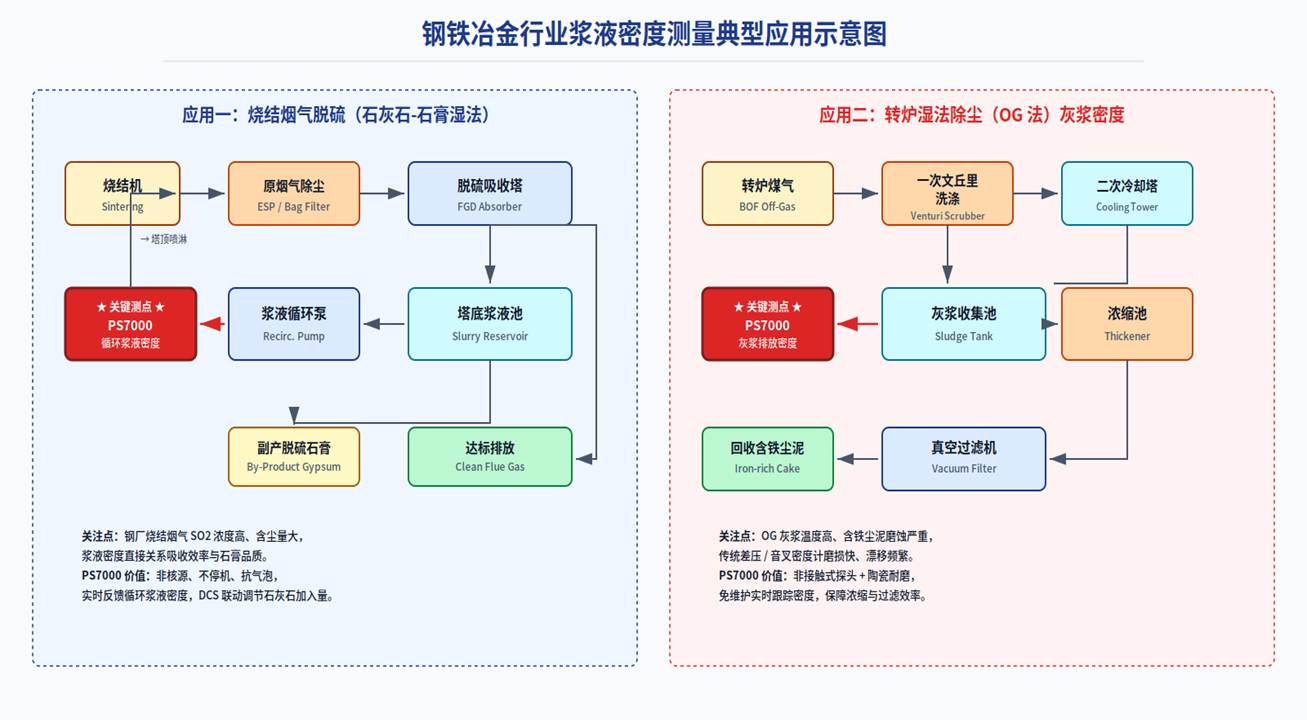
图 3 钢铁冶金行业浆液密度测量两大典型应用示意图
PS7000 在钢铁冶金行业的核心价值 ▸ 彻底告别核源管控——契合钢铁集团"减核"与碳达峰战略; ▸ 陶瓷耐磨探头应对 OG 含铁尘泥的强磨蚀,仪表寿命从 < 6 个月延长至 ≥ 5 年; ▸ Chirp 算法对烧结脱硫塔内强氧化气泡免疫,输出稳定参与脱硫闭环控制; ▸ ExdⅡCT6Gb 防爆等级可选,满足煤气区与粉尘车间的防爆要求; ▸ 4-20mA 双路 + MODBUS-RTU + 可选 4G 模块,便于集团级数据上云与集中监管。 |
四、客户价值
对比维度 | 原传统方案 | PS7000 方案 |
安全合规 | 辐射 / 防爆双重压力 | 非核源 · 标配 / 防爆可选 |
仪表寿命(OG 灰浆) | < 6 个月磨损穿孔 | ≥ 5 年陶瓷免维护 |
脱硫塔数据稳定性 | 粉尘 / 气泡导致漂移 | 抗干扰 · 数据稳定 |
脱硫塔运维频次 | 每月 1~2 次停机维护 | 基本免停机 · 大幅降本 |
含铁回收率 | 密度失真 → 浓缩失控 | 密度精准 → 含铁回收最大化 |
PS7000 已在国内多家中大型钢铁集团的烧结脱硫与 OG 除尘工段实现部署。某沿海钢厂的转炉 OG 灰浆排放管路应用反馈:原差压式密度计平均 4 个月即因磨损穿孔报废,更换 PS7000 后投运 18 个月零故障,仪表年维护费用下降 80% 以上,灰浆浓缩效果显著改善,含铁尘泥日均回收量提升约 8%。